Resonance Conveyors and Two Mass Vibrating Systems
If you need high-efficiency resonance conveyors, a resonant vibrating conveyor, or advanced two mass conveyors for reliable bulk material handling, Vibration Systems delivers engineered solutions across Australia. Our systems are designed to maximise throughput while minimising energy consumption and structural vibration.
From pneumatic drive conveyors and oscillating conveyor designs to compact vibrating conveyor solutions, we provide customised systems tailored to your production requirements. Whether you are upgrading an existing line or installing a new feeder system, our team ensures performance, durability and precise material flow control. Call 1800 300 877 or email sales@vibrationsystems.com.au to speak with our team today.
What Are Resonance Conveyors
Resonance conveyors, also known as resonant vibrating conveyor systems, operate using a tuned mass system that allows efficient material transport with minimal energy input. These systems use a secondary mass to create a near-resonant condition, meaning the conveyor requires significantly less power compared to conventional designs.
A resonant vibrating conveyor works by vibrating a trough so materials move forward through controlled oscillation. This method allows smooth, consistent transport of bulk materials while reducing wear and energy costs.

How Two Mass Conveyors Work
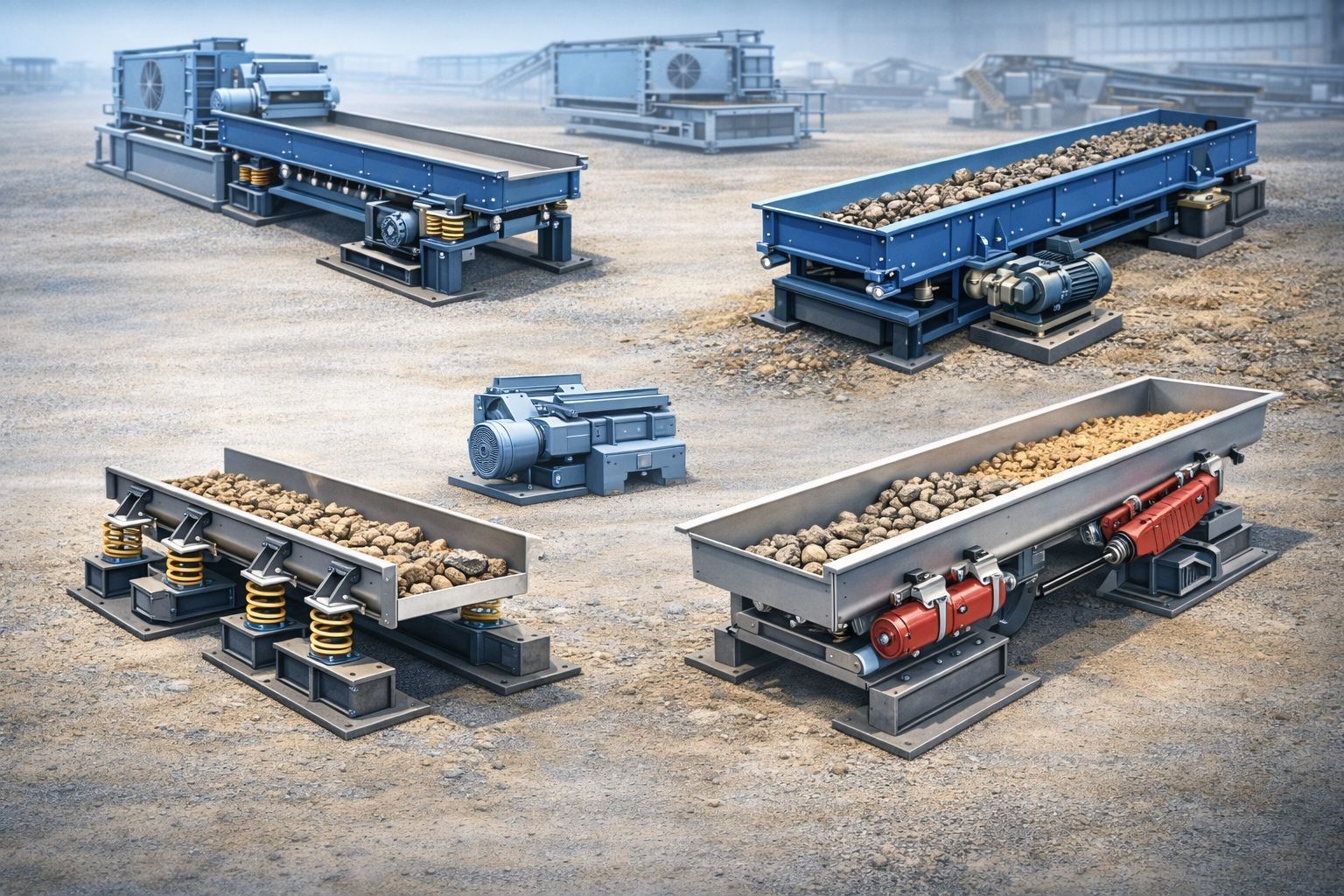
Two mass conveyors, often referred to as dual mass or two mass vibrating conveyor systems, use a balanced design consisting of a trough and a counter mass connected by springs.
This design offers several advantages:
Reduced vibration transfer to surrounding structures
Lower power consumption compared to single mass systems
Higher conveying efficiency with larger amplitudes
The balanced system neutralises dynamic forces, meaning less vibration is transmitted to the foundation and surrounding equipment.

Benefits of Resonant Vibrating Conveyor Systems
Resonance conveyors are widely used in industrial applications because they deliver consistent performance with reduced operational costs.
Key benefits include:
- Energy-efficient operation with lower drive power
- Minimal structural vibration and noise
- High capacity material handling
- Longer equipment lifespan due to reduced stress
Because these systems operate near resonance, they can achieve high throughput with significantly less energy input compared to conventional vibrating conveyor designs.
Pneumatic Drive Conveyors for Flexible Control
Our pneumatic drive conveyors provide precise control over amplitude and material flow. This makes them ideal for applications where flexibility and fine-tuning are required.
Pneumatic drive systems allow operators to:
- Adjust conveying speed easily
- Control material flow rates
- Optimise performance for different materials
These systems are commonly used in conjunction with feeder system setups and production feed systems to ensure smooth and controlled operation.
Compact Vibrating Conveyor Solutions
For operations where space is limited, a compact vibrating conveyor provides an efficient solution without compromising performance.
Compact systems are ideal for:
- Tight production layouts
- Modular system integration
- Light to medium material handling
Despite their smaller footprint, these conveyors still deliver reliable transport and consistent flow, making them suitable for a wide range of industries.
Oscillating Conveyor Systems for Smooth Material Flow
An oscillating conveyor uses controlled vibration to move materials gently and efficiently. This makes it suitable for handling delicate or irregular materials that require careful transport.
Oscillating conveyor systems are commonly used for:
- Bulk material handling
- Sorting and screening processes
- Cooling and drying applications
Because the motion is controlled and consistent, these systems help maintain product integrity while improving process efficiency.

Applications Across Australian Industries
Our resonance conveyors and two mass conveyors are used across a wide range of industries, including:
- Mining and resources
- Recycling and waste management
- Food processing
- Manufacturing and packaging
Vibrating conveyor systems are particularly suited to harsh environments, including high temperatures, abrasive materials and enclosed processes.
Custom Resonance Conveyor Solutions
Every operation has unique requirements. That is why we design custom purpose feeders and conveyor systems tailored to your process.
Our solutions include:
- Resonant vibrating conveyor systems
- Two mass conveyors
- Pneumatic drive conveyors
- Compact vibrating conveyor setups
We work closely with you to ensure your system integrates seamlessly with your existing production feed systems and feeder conveyors.
Why Choose Vibration Systems
Vibration Systems is a trusted supplier of vibratory feeders, resonance conveyors and vibrating conveyor systems across Australia.
What sets us apart:
- Australian-based engineering expertise
- Custom-built solutions for every application
- Proven performance across multiple industries
- Ongoing support and technical advice
We focus on delivering systems that improve efficiency, reduce downtime and support long-term operational success.

Speak With Our Conveyor Specialists Today
If you are considering resonance conveyors or upgrading your vibrating conveyor system, our team is here to help.
Call 1800 300 877, email sales@vibrationsystems.com.au or visit us at 26 Midas Road, Malaga WA 6090
Request a quote today and discover how our two mass conveyors and resonant vibrating conveyor systems can improve your operations.
FAQs About Resonance Vibrating Conveyors
What is a resonance conveyor
A resonance conveyor is a vibrating conveyor system that operates near its natural frequency to maximise efficiency and reduce energy consumption.
What is a two mass vibrating conveyor
A two mass vibrating conveyor uses a trough and counter mass system to balance forces and reduce vibration while improving efficiency.
How does a resonant vibrating conveyor save energy
It uses a tuned system that requires less driving force, meaning lower energy input is needed to achieve the same output.
What are pneumatic drive conveyors used for
Pneumatic drive conveyors allow precise control over vibration and material flow, making them ideal for adjustable processes.
What industries use resonance conveyors
Industries such as mining, food processing, recycling and manufacturing commonly use resonance conveyors.
What is the difference between oscillating conveyor and vibrating conveyor
Both use vibration to move materials, but oscillating conveyor systems are often designed for smoother and more controlled movement.
Can resonance conveyors handle heavy materials
Yes, they are designed for bulk material handling and can manage heavy and abrasive materials effectively.
Are compact vibrating conveyors effective
Yes, compact vibrating conveyor systems are highly efficient and ideal for installations with limited space.
Do you provide custom conveyor systems
Yes, we design and manufacture custom resonance conveyors and feeder system solutions tailored to your needs.
Do you supply across Australia
Yes, we supply and support resonance conveyors and vibrating conveyor systems throughout Australia.